こんばんは、サンクチュアリー本店の中村です。
まだブログでご紹介できてないRCMが、相も変わらず沢山あります。
紹介できていない間も作業はどんどん進んでいる状況でして、それらを
どこからお見せしようか? タイミングを逸してしまってるのですが
「そんなん考えてる場合じゃねー!」と、開き直る事にしました (;^ ^A
取りあえず順繰りと
先ずは、ご無沙汰になっていたRCMの製作模様を再開し始めてます。
こちらも大変ご無沙汰になっておりました1台・・・
岡山県在住 T・Tさんの、RCM-678 Z1-R(その3)です!
このRCM-678、車体も凄い仕様なんですが 実はエンジンも凄い仕様。
”入魂のエンジン” とも言える仕様で、そうなれば当然 クランクケース内の
圧力を減少させるメニューは欠かせません。

1番&2番と 3番&4番シリンダーの、それぞれポンピングロス加工は必須。
減圧バルブ系パーツを用いるのではなくケースそのものに機能を付帯させる事。
レーサーほど執拗なポンプロス対策は施しませんが、ケースそのものに加工を
行う事が大事なんです。
このRCM-678は、それだけのエンジンスペックですから・・・

クランクケース内圧が著しく上がると そこかしこからオイル漏れが始まります。
シリンダーベースからのオイル漏れはシリンダースタッドボルトの設計如何で
漏れを起こしやすいのですが、スタッドボルトの設計についてはいずれ改めて
ご説明をするとして、有効な漏れ対策処置の一つであるブロック下面の面研を
施しました。
スリーブが抜けている時しか出来ないので、しっかり行っておくべきでしょう。

シリンダーはボーリングからホーニング工程へと移行するのですが、意外に
知られていないのがホーニングの重要性です。
ホーニングこそは精度を導く決定的な工程で、ここの精度こそがピストンの
性能を引き出すカギになる。
ディンクスではロッテラー社の最新鋭電子制御マシンを用いてホーニングを
行っており、シリンダーの仕上がりに関しては絶大なる信頼が在ります。

ハイスペック仕様のエンジンとなれば、ツインプラグ化も欠かせないメニュー。
このツインプラグ加工も、ディンクスでは日常茶飯事的な内燃機加工の一つで
これまでも数多く熟して来ました。
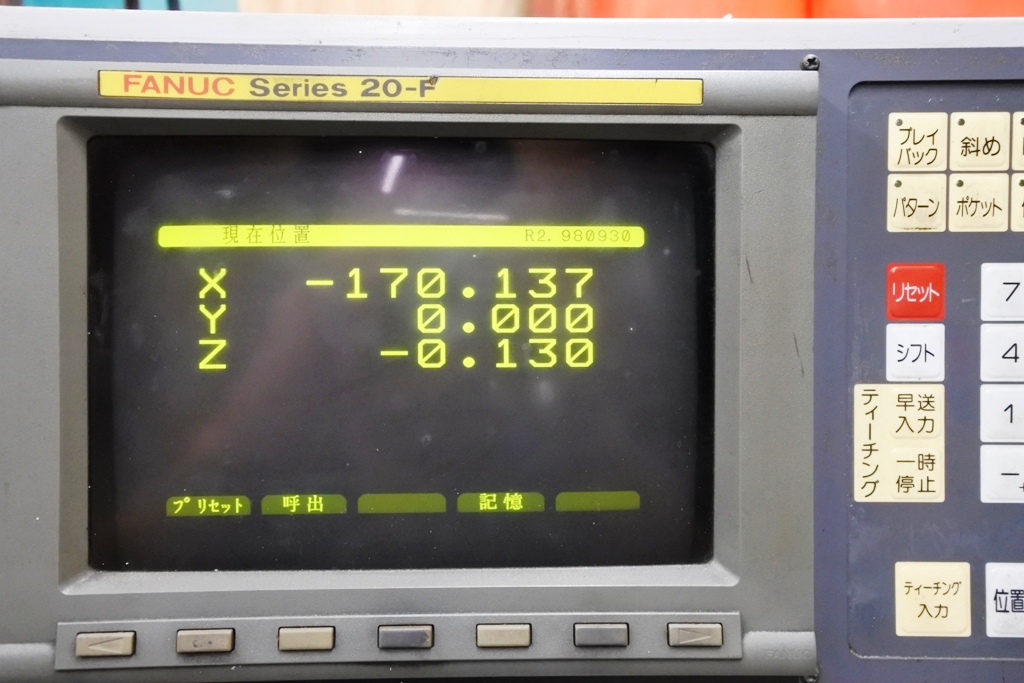
汎用NC機を用い、プログラムに則って新しいプラグ穴を造って行きます。
ホーニングもそうですが、人間の手動による加工は必要な部分だけであって
それ以外は電子制御により正確で精密な精度を実現させているんです。

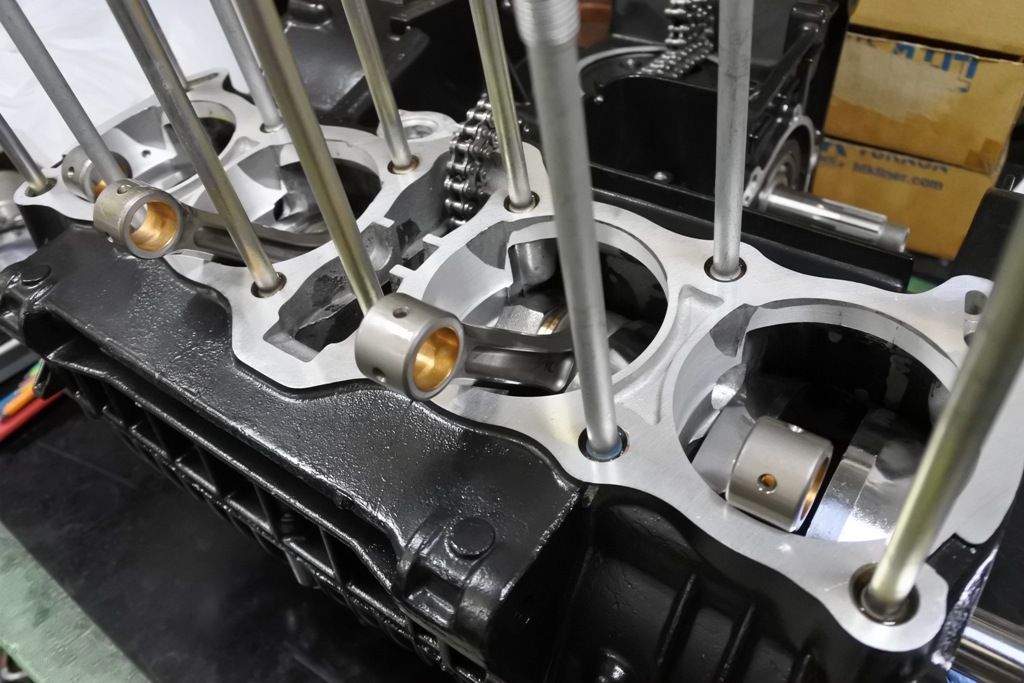
クランクは全分解をして、社内で研磨後にリビルド組み立てしたスペシャル。
画像でも解る通り、コンロッドをコンバートした最上級仕様のリビルドです。

鍛造コンロッドとして純正を上回る強度・剛性でありながらも、軽い・・・
この軽いと言う性質が、実は凄く重要でして。
エンジンを生業としているエンジニアの方なら誰もが知ってる知識なんですが
強度剛性の確保はもちろんの事、軽いと言う要素も高性能コンロッドの特徴で
絶対に軽視しては行けないところ。
ひとたび組み込まれてしまってからではコンロッド単体重量が測れませんから
自分のクランクに使用されたコンロッドの重量は正しく知っておくべきですよ。

DiNx軽量鍛造コンロッドにコンバートしたフルリビルドクランクの下には
サンクチュアリーメカブランド製 New6速クロスミッションをケースセット。
も~ ごちそうさまです!って 絵ですわ (^^ゞ

New6速クロスは、カウンターシャフト先端が23mm長く設計されている
コウガのパテントEVOLUTIONシステム。
二重に重ね合わさるデュアルベアリングホルダーはジュラルミン総削り出しで
ダウエルピンでビシビシに組み立てされた側面強度は想像以上に強固なもの。
リアを17インチワイド化しているZには最適なミッションとも言えるんです。
エンジン腰下が組み上がりました。
シリンダーブロック下面を面研してますから、あわせてクランクケースの上面も
最小値で面研を施しています。
これよりエンジン腰上へ移行しましょう。
岡山のT・Tさん!
今年夏の完成を目指してますので、ご期待下さいね!
= お知らせ =
GW休暇を頂いたばかりのタイミングで恐縮なのですが、明日7日の夜は
新入社員歓迎会があり、自分も含めてメカニックは夕方~不在となります。
また、その翌日8日は第二木曜休業日の為 これまたお休みを頂きます。
連続にてご不便をお掛けしますが、よろしくお願い致します <(_ _)>