こんばんは、サンクチュアリー本店の中村です。
実は先週の事、台湾からCH MOTOの陳さんが来日されまして、延べ2台の
RCMオーダーを頂きました。
NinjaスポパケNewTYPE-Rと、もう一台 GPz1000RXと言う
興味深い機種なんですが、どちらも相当凄いスペックのRCMになりそうです。
で、その日の晩に陳さんの接待で会食をしたんですが、トイレに行こうとした時
相当酔っぱらってたのか、店内ですっ転びまして・・・

あばら 折りました ( ̄▽ ̄;)
夜中に寝返りをうったら脇腹に激痛が走ったので「いってぇ~」と目が覚め
翌朝、まぁ2~3日もすりゃ収まんだろと仕事をしていたら 日に日に痛みが
酷くなって行く・・・
はて? と思い病院行ったら、医者から
「折れてますね~」と・・・
うぅ
またかい (;^_^A
痛いけど
今は休んでいられる余裕なんて無いですから 全力投球を続けたいと思います。
本題に!
25周年記念モデルとして RCM-001の現代版レプリカ車を製作しようと
スタートしたデモ車 RCM-689 Z1-Rの(その3)
画像多めで、最後にYoutube動画(後編)つきにて、ご紹介します!

使用するタンクはお馴染み 市販されているビーター製アルミタンクなんですが
今回はちょいと遊び心を出して、現在の我が愛機 RCM A16R-001や
Zレーサー3号機で加工した時と同じ様に、耐久レーサー風タンクキャップに
加工しちゃいましょう (^_-)-☆

遊びとは言え・・・
おっそろしい事してますな~ (^_^;)
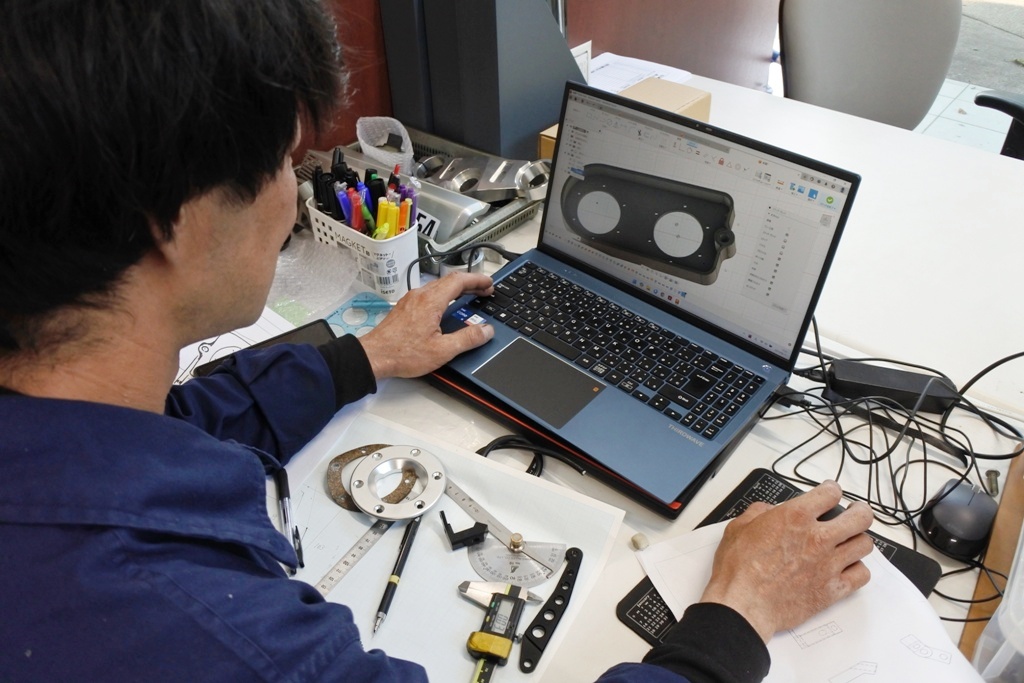
ほぼ毎日の様に新たな部品を生み出すべく モデリングに向かい合う永井メカ。
社内で3Dモデリングまで作図しないと 次のCNC切削工程に進まないので
オリジナルパーツを造るのに絶対必要不可欠なスキルなんです。
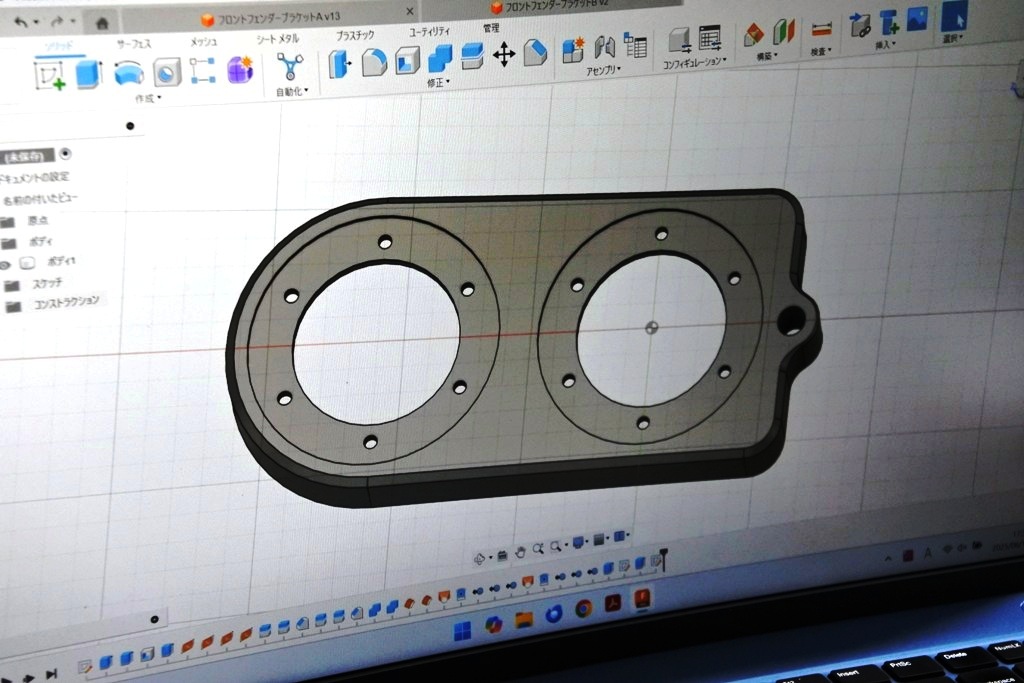
この耐久レーサー風タンクキャップは見た目だけで機能が伴わない、いわば
必要のないカスタムではありますが、やるからには本格的に取り組むべき。
溶接性の良いA5052 或いはA6063を用いて削り出しで造るのですが
ビーター製のタンクが非常に薄肉である事から タンクキャップのボディ側も
なるべく薄肉に設計して溶接による歪を最小限に抑えられるようにしました。

ふぅ~~~~~・・・ (一_一)
普通2mmほどの板材であれば溶接は簡単なんですが、1mmレベルになると
さすがに精神集中して臨む必要がありますわ。
ここでタンクキャップボディ自体の歪を防ぐ治具を取り付けました。
このタンクキャップモディファイ溶接は何度もやっているので、治具も含めて
何かと整っております。

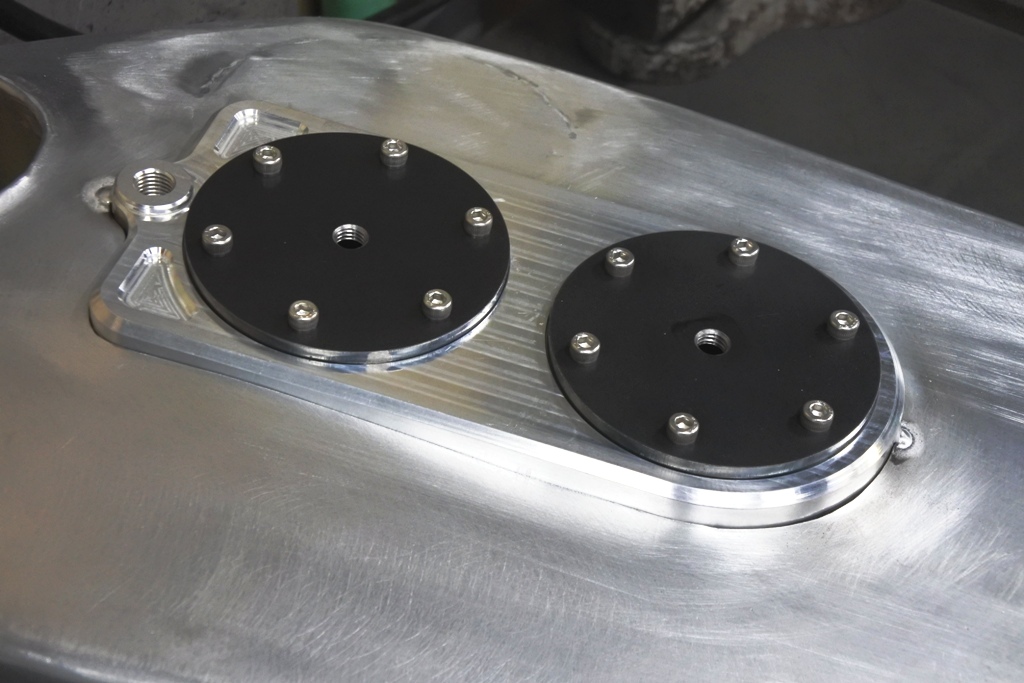
溶接完了!
Z1-Rのスレンダーなタンクラインやシルエットを崩す事がないよう、今回は
タンクキャップボディをなるべく目立たない様、控え目に見せる様にしました。
「これ見よがしの主張」ではなく「さり気なく凝る」
RCMらしい品質のセンスで仕上がったと思います (^^ゞ

本店の裏手に回って、こちらはディンクス!
純正よりも僅かに軽く、そして強度剛性も高いディンクス製コンロッドを用い
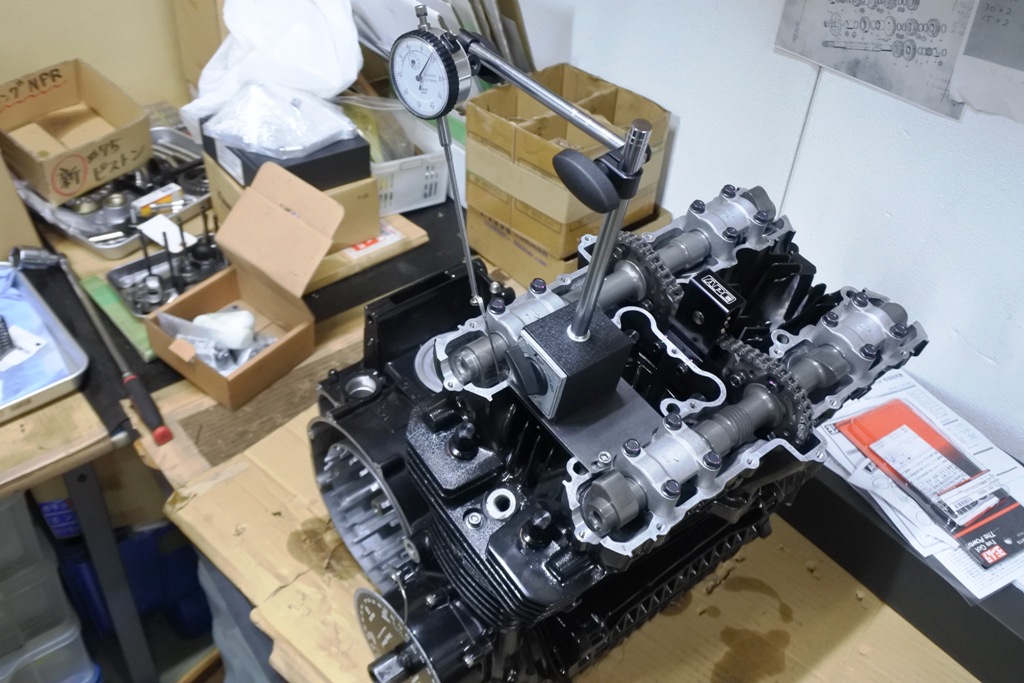
鏡面仕上げしたクランクシャフトパーツを組み立てしている工程。
最後のウェイトを圧入する前に、気筒間位相の精度を確認中。
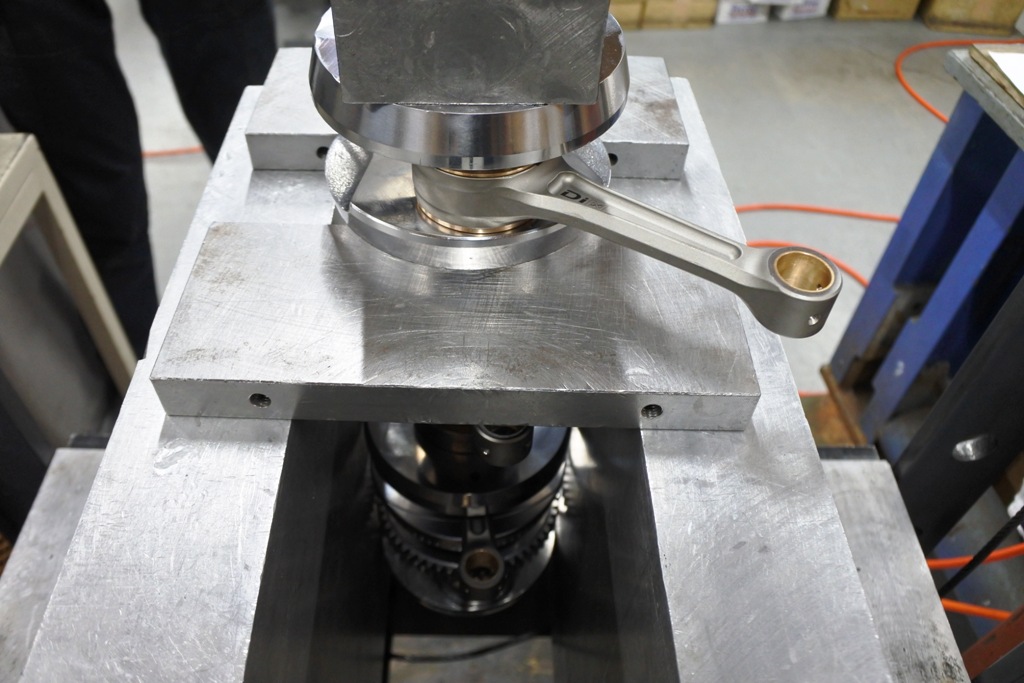
多気筒クランクの組み立ては専用治具の存在だけでなく様々な手法が必要です。
特に元に戻して行く工程で精度を出す為の手法は重要で どうしても企業秘密で
公開は出来ませんが「なるほど」と言うやり方を用います。
パーツが如何に優秀であっても作業が上手に出来なければ、返って具合の悪い
クランクになりかねませんから、ここはノウハウがものを言うところ。

コンロッド大端部に僅かなフリクションロスが無いかを見極め、最後に芯出しを
100分の1レベルまで追求して行きますから、経験値も問われる作業です。
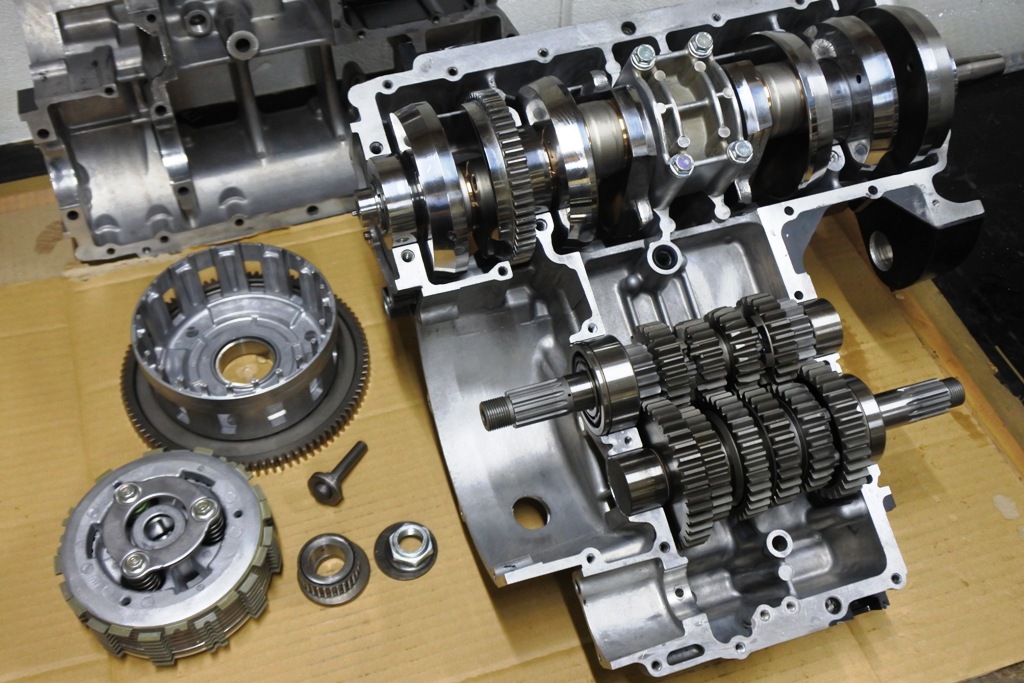
こうして出来上がったディンクスコンロッドコンバートフルリビルドクランクに
コウガ店のパテント ロングカウンターシャフトのNew6速クロスミッションを
ケースセットして、これより腰下の組み立てを開始。
更にこのRCM-689 Z1-Rでは新兵器も投入。
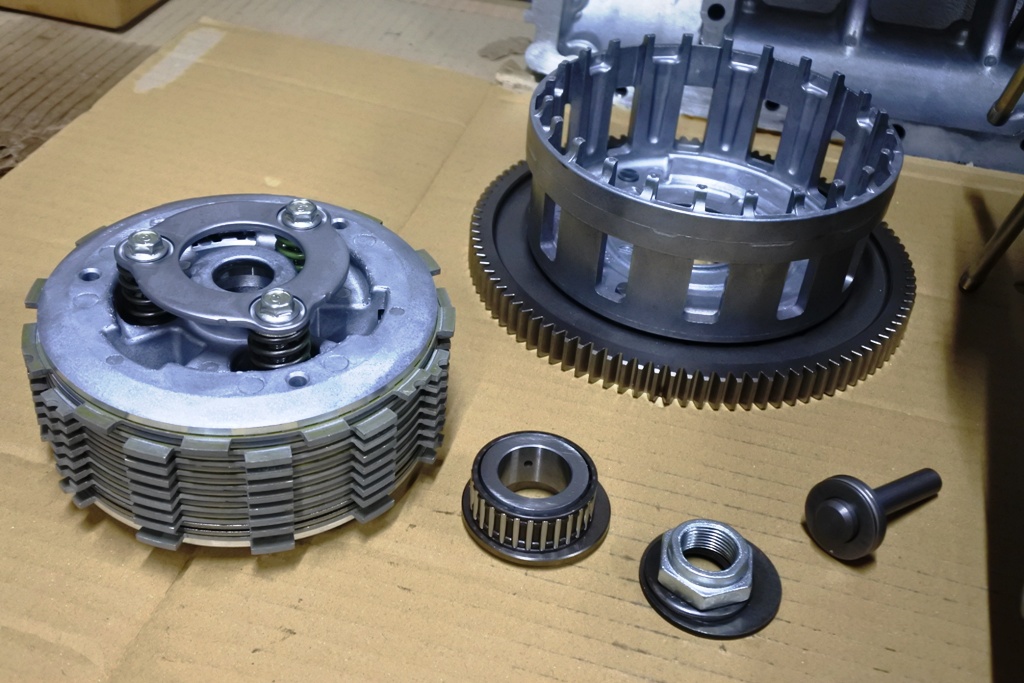
同じくコウガ店にてパテント申請中の、アシストスリッパークラッチです。
コウガ店や福岡店では既に組み込んで納車した車両がありますが、皆さん
クラッチのあまりの軽さに驚愕しているとか・・・
加速時には強化クラッチ化し、減速時はスリップしてエンブレを軽減する。
なのにクラッチはめちゃくちゃ軽くて、しかもよく切れる。
本店スタッフ達も このRCM-689で初体験したいと思います (^^)/

前回 板金溶接でワンオフしたアルミシートベースのアルマイト処理が完了。
これよりシート専門業者に依頼してブランクスポンジを盛って貰い・・・

スポンジ自体は社内で削って、イメージしていた形状に整えます。
この作業 自分も経験ありますが、なかなかに辛い作業です・・・ (;^ ^A

とある日の夕方、RCM-689の車体をワイエフデザインに持って来ました。
ここでペイント途中の外装パーツを仮り付けして、外装に入れる各種ロゴの
「大きさ」「位置」「角度」などを決めます。

かれこれ30年来の付き合いとなる、ワイエフの代表 深澤さん自らテープを
手にして位置を見ます。
中村も数メートル離れた位置から俯瞰してロゴを見つつ、僅か1ミリ単位で
あるいは、僅か1度単位の微妙な加減でロゴの場所を決めて行く・・・
このちょっとした加減もRCMにおいては極めて重要であると捉えています。

ふたたび、ディンクス!
慌ただしい・・・ (^_^;)

シリンダーホーニングは、これまた皆さんご承知のロッテラーの電子制御機
H85Aによるもの。
工場長自らホーンヘッド設定を入力して、これより精密ホーニング開始です。

ピストンとシリンダーは、ボーリングではなくホーニングこそが最も重要です。
ホーニングの数値精度やクロスハッチの仕上がりでピストン性能は決まるもの。
エンジンの半分は、内燃機加工の精度で決まると言っても過言はないでしょう。
ブラッシュアップされた最新構成のRCM-689のエンジン。
Youtubeでは より沢山のシーンを見れますので、ぜひ期待して見て頂きたいと
思います。
ちなみに今回の(後編動画)で終わる予定だったんですが、端折りまくっても
とてもじゃないですが収まりきらず、やむなく最終回を追加する事にしました。
また後付けにて、お恥ずかしい限り <(_ _)>
動画では最後に、イタリアO・Zレーシングから上陸した最新情報もチラリ
紹介してますから、ぜひ最後まで見て下さいね!